商務部電話:15931706007
前言
管道燃氣利及千家萬戶,它的安全運行也涉及廣大民眾的安全,因此,燃氣管道的設計及安裝質量尤為重要,不能有絲毫馬虎。目前,我市部分設計和施工人員針對燃氣管道位移補償的問題不夠重視,只要遇到伸縮縫,不考慮最大位移量,管道在伸縮縫處煨兩個彎就認為可以了,更有甚者,拐幾個彎焊幾個彎頭就應付了事。這種輕率的做法導致的直接結果將是:當管道無法滿足位移補償要求時,鋼管某個焊口或薄弱點會因受力產生裂紋而漏氣,從而發生安全事故,危及人民生命財產的安全。本文根據目前存在的問題提出燃氣管道位移補償、補償量的確定及方形補償器選型、制作與安裝的有關問題,以供同行參考。
2 管道位移量△X
根據我市燃氣管道安裝及運行的現狀,需要考慮管道位移補償的因素如下:
(1)由于氣溫變化引起金屬材料熱脹冷縮而產生的位移補償;
(2)由于基礎(地基)不均勻沉降,管道受外力作用引發的位置變化的補償;
(3)管道通過建筑結構伸縮縫時,由于結構主體熱脹冷縮而引發的管道位移補償。
上述(1)項,由于我市氣溫變化較小,日溫差與年溫差均在材料許用應力的溫差范圍內(碳鋼管許用應力范圍內允許溫度變化值為(△t=48℃)。因此我市燃氣管道的安裝通常不考慮由于氣溫變化而引起的位移補償。
而上述(2)、(3)項引起的管道位移量△X,是燃氣管道的外加位移量,這些位移量的補償是我市燃氣管道設計和施工安裝中所必須面對并解決的重要問題。但目前部分設計和施工人員并未考慮這些位移量△x,或憑空想出來,沒有充分征求大樓結構設計等人員的意見,隨便處理應付了事,這是不對的。正確的應是由有關方面向燃氣管道的設計、施工單位提供樓宇的最大位移量,然后由燃氣專業人員確定管道需滿足的位移量。例如由于結構主體熱脹冷縮引起的位移量應由結構設計方提供建筑結構主體水平方向的最大伸縮量,該量通常可視為燃氣管道設計的管道水平方向位移量△X;由于基礎不均勻沉降引起的燃氣管道位移量△X,則應由建設單位綜合地質、基礎施工、基坑回填等多種狀況,向燃氣管道設計單位提交可能出現的不均勻沉降量,由燃氣管道設計單位依此確定管道的總位移量△X。
3 管道位移量的補償方法
管道位移量的補償方法可分為如下兩種。
3.1自然補償法
凡是利用管道本身某一管段的彈性變形,來吸收另一管段的位移變形的方法,稱為自然補償法。兩段以任意角度相連的直管,均有自然補償的能力。如圖1
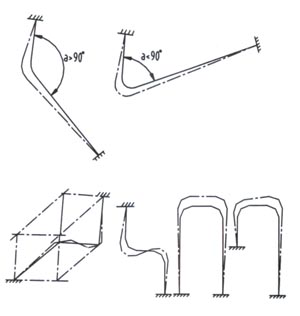
圖1 各種自然補償法
燃氣管道的位移量△X,應盡量利用管道的彈性進行自然補償。管道自然補償能力的計算,可根據下式:
△X=a·L·△t (1)
式中:a一管道材料線膨脹系數m/m·℃;
L一兩固定點之間管道長度m;
△t一工作溫度與安裝溫度之差℃。
在已知位移量△X情況下,求出溫差△t。然后按管道熱補償計算辦法來計算出該管道的自然補償能力是否滿足位移量△X的要求。
3.2補償器補償法
當管道上的位移量△X不能自然補償時,就必須采用補償器來補償。補償器也叫膨脹節。通常可分為回折彎式補償器、波形補償器和填料函式補償器三種。由于填料函式補償器一般不用于燃氣鋼管上,故本文不作介紹。
(1)回折彎式補償器
將直管彎曲成一定的幾何形狀,便是回折彎式補償器,常用的形狀有方形和園形(圖2)。
回折彎式補償器的優點是:制作方便,工作可靠,補償能力大(通常可達400mm);作用在固定點上的軸向力甚小。其缺點是:尺寸大,不能安裝在狹窄部位;流體阻力大;變形時,兩端的法蘭和管道會受力至彎曲。
在管徑相同時方形比園形制造方便,成本低,撓性大25-30%。
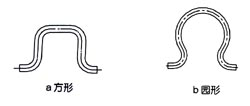
圖2 回折彎式補償器
(2)波形補償器
波形補償器(圖3)的特點是:結構緊湊,但制造困難,補償能力小(每個波只能補償5~10mm),軸向推力大,流體阻力比回折彎式補償器小。
我市燃氣管道安裝普遍使用方形回折彎式補償器。
(以下稱方形補償器)
4 方形補償器選型
方形補償器已有建工部系列,見圖4,各個補償器尺寸大小及最大補償量可查閱有關標準系列。
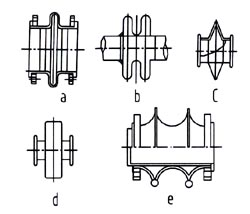
a—單波形;b—雙波形;c—盤形;d—鼓形;e—內凸形
圖3 波形補償器
設計單位應依據管道位移量及現場安裝位置的具體情況綜合考慮,對照標準系列選用,不可以千篇一律,套用一個固定模式,明知現場無法安裝而照畫上去,把難題留給施工人員。
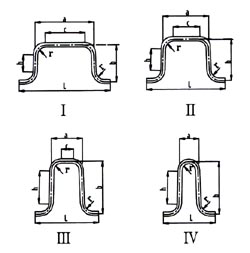
圖4方形補償器
5 方形補償器的制造
方形補償器選型確定后即可按圖4及有關標準系列數據進行制造。方形補償器由管子煨制而成,尺寸較小的可用一根管子煨制,大尺寸的可用二根或三根管子煨制。由于補償器工作時,其頂部受力最大,因而頂部應用一根管子煨制,不允許焊口存在。其煨制工藝有冷彎及熱彎兩種。
(1)冷彎制造
鋼管的冷彎可在平臺上采用手動彎管器式彎管機進行。彎管機的胎膜應符合鋼管的外徑和彎曲半徑。用彎管機應比規定角度多3°—5°。
(2)熱彎制造
鋼管在加熱狀態下彎曲稱為熱彎,熱彎分為無折皺充砂彎管和有折皺不充砂彎管。方形回折彎式補償器通常采用無折皺充砂彎管。其主要工序包括劃線、充砂、加熱、彎管、冷卻和熱處理等工序。各工序均對彎管質量至關重要,應切實按工藝操作規程進行。彎管時常見缺陷及原因見表1。
表1 常見缺陷及原因
|
缺陷 |
產生原因 |
|
局部凹凸,折皺 |
1、加熱不均勻或澆水不當,使內側溫度過高 |
|
橢圓度過大 |
1、彎曲半徑太小 |
|
管壁減薄太多 |
1、彎曲半徑太小 |
|
裂紋 |
1、鋼管材質不合適 |
|
離層 |
鋼管材質不合格 |
方形補償器制造完成后其中心線尺寸應滿足標準系列所列尺寸要求。其彎管處管壁表面不得有裂紋、金屬分層、過燒等缺陷。其壁厚的減薄量、彎曲半徑、橢圓度,彎曲部分波浪度及幾何尺寸偏差值不應超過表2、表3的規定。
表2 彎管的允許偏差
|
彎管方法 |
最小彎曲半徑 |
彎后管壁減薄量 |
彎曲部分隋圓度 |
彎曲半徑偏差 |
彎曲角度 |
||
|
D≤150 |
D>200 |
D≤200 |
D>250 |
偏差 |
|||
|
熱彎彎管 |
2.5D |
≯10%S |
≯40%D |
≯3.5%D |
±10%D |
±20%D |
±0.5° |
|
冷彎彎管 |
4D |
||||||
|
折皺彎管 |
2.5D |
||||||
|
焊接彎管 |
1.5D |
||||||
注:D為管子直徑mm;S為管子壁厚,mm。
表3 彎曲部分波浪度允許偏差

注: 單位為mm。
6 方形補償器安裝
6.1垂直管道上的方形補償器安裝
這種補償器通常是為了解決基礎不均勻沉降而設置的。其安裝位置宜選在地面與上升立管閥之間,其主要目的是除滿足補償因不均勻沉降產生的位移外,還應避免因基礎沉降不均勻造成對上升立管閥門的破壞。在此情況下上升立管閥門安裝位置將會抬高,引起上升立管閥操作不便,但可采取其他方式如設置閥門操作平臺等方法解決。其固定支架應設置在閥門下方與補償器之間。
6.2水平管道上的方形補償器安裝
這種情況通常是在燃氣管道通過天面(或裙樓屋面)的結構伸縮縫時。其安裝位置通常應滿足如下條件:
(1)補償器平面應與直管段位于同一平面上。
(2)補償器中心應與伸縮縫中心線位于同一垂直線上。
(3)應在方形補償器的兩側各設置一個固定支架。支架位置及形式應由設計選定。
7 結束語
正確對待燃氣管道補償器的有關問題,應首先根據樓宇結構設計人員或建設單位提供的最大位移量,從而確定燃氣管道需達到的位移補償量,然后根據現場具體安裝位置,綜合考慮各因素選用管道補償器,最后對照標準系列數據認真制作和安裝,嚴把質量關,這樣才能確保我們的管道安全運行。
掃一掃,加微信










