商務部電話:15931706007
推制工藝對推制彎頭幾何形狀的影響
本文研究了彎頭推制工藝對彎頭幾何形狀的影響。通過對坯料、芯棒、溫度和推進速度對彎頭曲率半徑、截面不圓度和壁厚影響的研究,得出結論: D/ Dp ( 彎頭截面直徑/ 坯料外徑) = 1. 33 ~1.40 ;b/ a ( 芯棒橢圓截面長軸/ 芯棒橢圓截面短軸) = 1.06 ~1.10 ; WB36 材質加熱溫度最高點= 880 ~900 ℃,A335 P22 材質加熱溫度最高點= 900 ~920 ℃ ; 推進速度≤1000 δ/2 D ( δ— 彎頭壁厚,D —彎頭截面直徑) 。
1. 概述
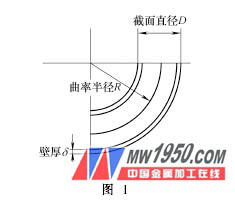
推制彎頭幾何形狀的主參數有曲率半徑R、與曲率半徑圓垂直的截面不圓度( 實際截面直徑Ds - 標準截面直徑Db) 及壁厚δ( 見圖1) 。影響推制彎頭幾何形狀的工藝參數有: 推制用坯料的材質、壁厚和外徑、芯棒頭的材質及形狀、加熱溫度及其分布以及推進速度。下面分別討論各工藝參數對推制彎頭幾何形狀的影響。
2. 主要研究內容及結果
( 1) 推制彎頭用坯料的材質、壁厚和外徑對推制彎頭幾何形狀的影響火力發電行業常用推制彎頭的材質有WB36 和A335P22 等。WB36 的高溫強度小于A335P22 的高溫強度,WB36 的高溫塑性小于A335P22的高溫塑性,WB36 的導熱系數小于A335P22 的導熱系數。故在坯料外徑、壁厚及芯棒頭形狀尺寸相同的情況下,WB36 與模具的貼合性能小于A335P22 。推制彎頭需要正火+ 回火熱處理、機加工端口,壁厚需留有燒損及機加工余量。一般余量為彎頭理論壁厚的10 % ~20 %。彎頭壁厚δ與截面直徑D 比值越小,與模具的貼合性能越好,但彎頭內弧越容易失穩起皺。根據金屬在塑性變形時體積不變、推制成形時壁厚不變( 實際微減薄) 、彎頭外弧長度與管坯長度相等的特點,推導出推制管坯外徑公式:

![]()
式中 Dp ———管坯外徑; R———彎頭曲率半徑;
δ———彎頭壁厚;
D———彎頭截面直徑。
如果實際選用的管坯外徑比按公式計算得到的Dp值小,與模具貼合性能好,但彎頭內弧容易失穩起皺。如果實際選用的管坯外徑比按公式計算得到的Dp 值大,結果則正好相反。根據上述原則,對本次試驗用推制彎頭采用的推制管坯見表1 ( A 為彎管左段部分) 。
( 2) 芯棒頭的材質及形狀對推制彎頭幾何形狀的影響 芯棒頭材質及形狀是一個重要的工藝參數,由設計及制造直接控制。
芯棒頭材質一般有ZG1Cr18Ni9Ti 、ZG3Cr20Ni14 、ZG1Cr25Ni20Si2 、ZG0Cr20Ni25 等,高溫強度及耐磨性逐漸升高,價格也是相應升高。如果是小批量生產,可以選擇ZG1Cr18Ni9Ti 、ZG3Cr20Ni14 ; 如果是大批量生產,應選擇ZG3Cr25Ni20 Si2 、ZG0Cr20Ni25 ,但ZG0Cr20Ni25 價格太高,故這次試驗芯棒頭材質選用了ZG1Cr25Ni20 Si2 。芯棒頭按曲率半徑分為單曲率、雙曲率和多曲率三種。單曲率、雙曲率、多曲率芯棒,推力逐漸減小,制作成本逐漸升高。本次試驗選雙曲率芯棒。按截面形狀分為圓截面和橢圓截面兩種,圓截面制作簡單,成本低,但推制彎頭的橢圓度及減薄率過大;橢圓截面制作復雜,成本高,但推制彎頭的橢圓度及減薄率小。本次試驗選橢圓截面芯棒。按是否有整形段分為有整形段芯棒頭和無整形段芯棒頭兩種。有整形段芯棒制作復雜,成本高,使用時間長; 無整形段芯棒制作簡單,成本低,但前端磨損快。本次試驗選有整形段芯棒。
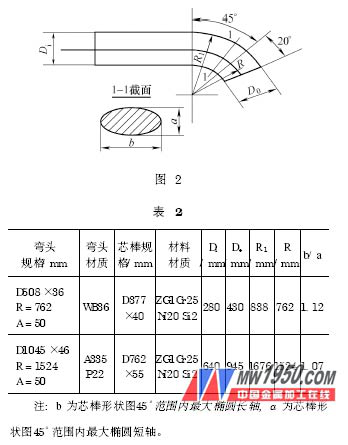
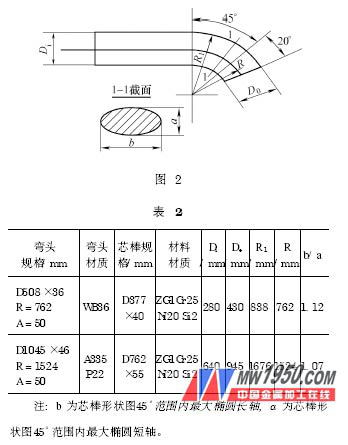
按芯棒頭角度分為60°和90°兩種,90°芯棒多用于火焰加熱。本次試驗選60°芯棒。故本次試驗選用雙曲率、橢圓截面、有整形段、60°的芯棒,芯棒形狀如圖2 所示,尺寸見表2 。
( 3) 溫度及其分布對推制彎頭幾何形狀的影響 加熱溫度是一個重要的工藝參數,由中頻電源功率調節直接控制。
對于碳鋼和合金鋼,加熱溫度的確定原則是材質奧氏體化溫度以上,且推制時彎頭內壁主壓應力小于材料在此溫度下的屈服極限。
材質奧氏體化溫度越高,加熱溫度越高; 材質高溫屈服極限越高,加熱溫度越高。中頻感應加熱,WB36 鋼的最高溫度為850 ~900 ℃,A335P22 鋼為900 ~950 ℃,A335P91 材質的加熱溫度最高點為900 ~1000 ℃。測溫方式為固定式遠紅外測溫儀和手動式遠紅外測溫儀相結合。
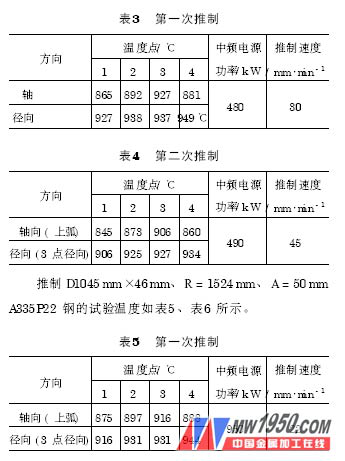
溫度分布是一個重要的工藝參數,由感應圈形狀及感應圈與芯棒頭相對位置直接控制。感應圈形狀是主要因素,感應圈與芯棒頭相對位置是次要因素。溫度沿芯棒頭軸向分布規律為低、中、高、中,溫度沿芯棒頭徑向分布規律為低、中、高。加熱溫度高,推制彎頭壁厚增大。推制D508mm×36mm、R = 762mm、A = 50mmWB36 鋼的試驗溫度如表3 、表4 所示。

( 4) 推進速度對推制彎頭幾何形狀的影響 推進速度作為一個重要的工藝參數,由液壓系統流量調節直接控制。
推進速度的確定原則是彎頭內壁主壓應力小于材料在此溫度下的屈服極限,彎頭外壁伸長率小于材料在此溫度下的最大伸長率。材質透熱系數、磁導率及中頻功率大,推進速度快。推進速度快,生產率提高,但推制彎頭的壁厚減薄率增大。
( 5) 推制彎頭的檢測結果及分析 對推制彎頭用測厚儀檢測了外弧、側弧和內弧壁厚,用平臺劃線方式檢測了曲率半徑、端口截面直徑和長度加工余量。D508mm×36mm、R = 762mm、A = 50mm WB36彎頭的檢測結果如表7 、表8 所示。

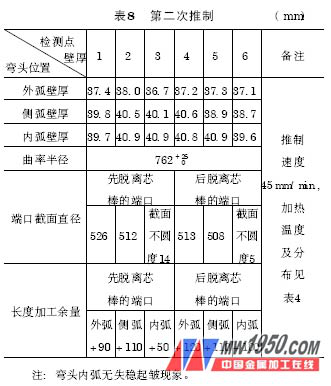
從表7 、表8 的對比中: 推制速度每分鐘加快15mm,曲率半徑加大50mm,即推制速度加快,曲率半徑加大。推制速度每分鐘加快15mm,加熱溫度降低后,壁厚減薄3mm,即加熱溫度降低,壓縮量減少,推制速度加快,壓縮量減少; 先脫離芯棒的端口截面不圓度加大5mm,即溫度降低,與模具貼合性能降低。D1045mm × 46mm、R = 1524mm、A = 50mmA335P22 彎頭檢測結果如表9 、表10 所示。
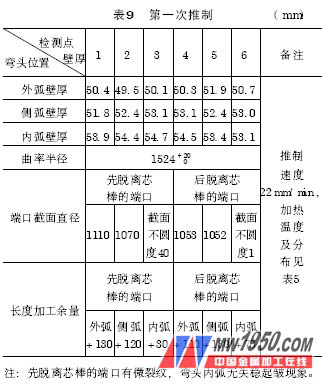
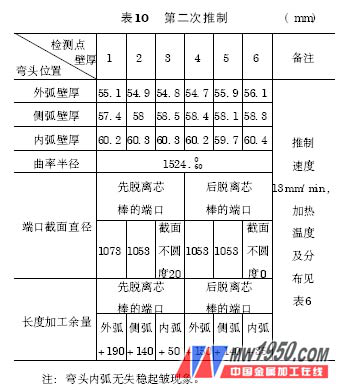
從表9 、表10 的對比中: 推制速度加快9mm/ min,曲率半徑加大84mm,即推制速度加快,曲率半徑加大。推制速度加快,加熱溫度升高,壁厚減薄5mm,即加熱溫度升高,壓縮量增大,推制速度加快,壓縮量減少。先脫離芯棒的端口,截面不圓度減少20mm,即推制速度降低,溫度升高,與模具貼合性能增強。
3. 結語
( 1) 由于截面不圓度大,在選料時可適當減小坯料的直徑,D/ Dp= 1. 33 ~1. 40 。
( 2) 由于截面不圓度大及內外弧加工余量不均勻,在芯棒頭設計時可把擴徑變形段45°改為50°,整形段20°改為15°,并把擴徑變形段45°內的b/ a 值加大,即b/ a =1. 06 ~1. 10 。
(3) 為保證合適的曲率半徑R 值,推進速度≤1000 δ/2 D,上述規格的WB36 彎頭的推制速度35 ~38mm/ min; A335P22 彎頭的推制速度20 ~22mm/ min,芯棒頭整形段曲率半徑Rx =1. 06 ~1. 07 R。
( 4) 為保證壁厚及順利成形,WB36 材質加熱溫度最高點880 ~900 ℃,A335P22 材質加熱溫度最高點900~920 ℃。
掃一掃,加微信










