哈氏合金(Hastelloy alloy)就是美國(guó)哈氏合金國(guó)際公司所生產(chǎn)的鎳基耐蝕合金的商業(yè)牌號(hào)的統(tǒng)稱。隔熱管托包括鎳鉬系哈斯特洛伊(Hastelloy)B-2,鎳鉻鉬系哈斯特洛伊(Hastelloy)C-4等。
哈氏合金,鎳基耐腐蝕合金;主要分成鎳-鉻合金與鎳鉻鉬合金兩大類。
哈氏合金板適用于各種含有氧化和還原性介質(zhì)的化學(xué)工業(yè)。較高的鉬、鉻含量使合金能夠耐氯離子腐蝕,鎢元素進(jìn)一步提高了耐蝕性。隔熱管托同時(shí)C-276哈氏合金管是僅有的幾種耐潮濕氯氣、次氯酸鹽及二氧化氯溶液腐蝕的材料之一,對(duì)高濃度的氯化鹽溶液如氯化鐵和氯化銅有顯著的耐蝕性。
應(yīng)用領(lǐng)域、熱交換器、波紋管補(bǔ)償器、化工設(shè)備、隔熱管托、煙氣脫硫脫硝、造紙工業(yè)、航天應(yīng)用、酸性環(huán)境
哈氏合金C276管焊接施工技術(shù)
工藝管道系統(tǒng)中,部分工藝管道采用了進(jìn)口的哈氏(HASTELLOY)合金C76管道,采用全氬弧焊,焊接材料ERNI-CRMO-4 φ2.0,在施工現(xiàn)場(chǎng)需要預(yù)制和焊接固定口,隔熱管托焊接條件苛刻。
一、 C276的耐腐蝕性能和化學(xué)成分
1. 哈氏合金是一種新興材料,具有良好的耐腐蝕性和耐高溫性能,耐室溫下所有濃度的鹽酸和氫氟酸腐蝕。
二、 C276的焊接性能
與低碳鋼、不銹鋼的焊接相比,C276的焊接具有奧氏體不銹鋼相類似的問(wèn)題,即具有
較高的熱 敏感性,氣孔生成機(jī)率較高,隔熱管托焊接區(qū)域產(chǎn)生晶間腐蝕傾向等。
1. 熱裂紋敏感性高:焊絲及材料本身表面雜質(zhì)在焊接過(guò)程中形成晶間液態(tài)膜殘留在晶界區(qū),由于收縮應(yīng)力的作用而開(kāi)裂,從而引發(fā)裂紋。
2. 氣孔:合金元素含量分配的特點(diǎn),隔熱管托決定合金固液相溫度間距小,流動(dòng)性偏低,在焊
接快速冷卻凝固結(jié)晶條件下,極易產(chǎn)生氣孔。焊接時(shí),坡口表面油脂、氧化物、油漆等異物沒(méi)有清理干凈,或保護(hù)氣體種類不當(dāng)、純度不高、流量不合適等,則易產(chǎn)生焊接氣孔。
3. 晶間腐蝕:C276在敏化溫度600℃~1200℃之間,停留時(shí)間長(zhǎng),超過(guò)10分鐘,就會(huì)析出δ相及M6C,從而產(chǎn)生晶間腐蝕。
三、 C276管焊接工藝
1. 坡口制備及清理:管子切割用機(jī)械方法,隔熱管托坡口加工采用坡口機(jī)或砂輪打磨,焊前必
須清理徹底清除油、漆等所有雜質(zhì),清理范圍為坡口兩側(cè)及背面50~100毫米,包括鈍邊、坡口內(nèi)側(cè),清理方法可用丙酮或酒精等有機(jī)溶劑擦劑,擦洗完畢,用不銹鋼絲刷刷凈處理。
2. 接頭型式: 焊接頭采用V形坡口(坡口角度80°±5°,鈍邊0.5±0.5,組對(duì)間隙1±0.5)。
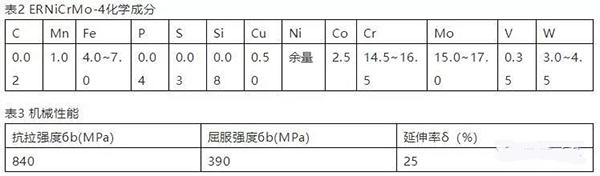
3. 焊接材料:焊絲采用ERNiCrMo-4φ2.0,其化學(xué)成分和機(jī)械性能見(jiàn)表2、表3,保護(hù)
氣體純度不低于99.99%。
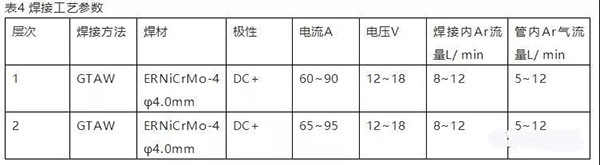
4. C276焊接工藝參數(shù)見(jiàn)表4
5.焊接要點(diǎn)
Ⅰ.底層焊接時(shí),隔熱管托坡口兩側(cè)粘貼的白膠布應(yīng)反帖,否則焊前必須用丙酮清洗干凈。
II.焊接時(shí)選用較少的線能量,焊絲前端(受熱端)必須處于氣體保護(hù)中,以連續(xù)送絲為宜,杜絕斷續(xù)送絲,同時(shí)應(yīng)避免用焊絲攪拌熔池。焊接全過(guò)程均宜采用短弧焊接,控制好層間溫度。收弧時(shí)將弧坑填滿,且滯后30S停氣,防止熱裂紋產(chǎn)生。
III.所用鎢極應(yīng)避免與熔池和焊絲接觸,盡可能縮短電弧長(zhǎng)度,防止焊縫夾鎢。
IV.保證合適的焊接速度。速度慢,隔熱管托焊縫金屬線能量較大,使焊縫金屬合金元素?zé)龘p較多,焊接熱影響區(qū)產(chǎn)生過(guò)熱組織,故晶粒粗大,焊接接頭物理性能下降;速度快,熔池保護(hù)不好,熔池金屬冶金反應(yīng)差,焊縫溫度偏低,焊縫邊緣熔合不好,易產(chǎn)生弧坑裂紋。
四、 焊接施工管理
施工人員應(yīng)使用專用手套,組對(duì)時(shí)采用夾具固定,收弧時(shí)注意填滿弧坑,防止產(chǎn)生弧坑裂紋,焊接部位設(shè)置檔風(fēng)板擋風(fēng),焊縫寬度差在在1~2毫米為宜,余高要求為0~1.6毫米,隔熱管托焊縫表面不得有裂紋、未焊透咬邊、表面氣孔、夾渣等缺陷,對(duì)焊縫進(jìn)行100%射線探傷,角焊縫進(jìn)行100%滲透。
五、 焊接質(zhì)量情況
現(xiàn)場(chǎng)施焊的焊縫經(jīng)射線探傷檢查,一次合格率為100%,隔熱管托焊縫表面質(zhì)量檢查100%達(dá)到合格要求。
滄州五森管道設(shè)備有限公司
隔熱管托 http://m.scatvsports.com.cn/