隔熱管托的堿脆又稱苛性脆化(CausticCracking),是金屬及合金材料在堿性溶液中,由于拉應(yīng)力和腐蝕介質(zhì)的聯(lián)合作用而產(chǎn)生的開裂,它是SCC的一種類型。壓力容器的堿脆主要發(fā)生在蒸汽等容易發(fā)生反復(fù)蒸發(fā)濃縮的部位或與苛性堿接觸的高溫容器上,在接觸苛性堿的碳鋼、低合金鋼、鐵素體鋼和奧氏體不銹鋼中設(shè)備上都可能發(fā)生。
如國內(nèi)外都發(fā)生過鍋爐及隔熱管托堿脆爆炸事故,生長人工晶體的盛有熱濃堿液的高壓釜、石油化工的余熱回收系統(tǒng)、電解鋁企業(yè)的Al2O3蒸發(fā)器,氯堿化工廠、造紙廠、核電等企業(yè)的壓力容器也有Na+濃縮引起的堿脆事故發(fā)生。
1.堿脆機理
隔熱管托的堿脆的機理至今尚未完全弄清,存在是晶界鐵素體優(yōu)先溶解還是晶間碳化物優(yōu)先溶解等爭議,人們在解釋其開裂機理時,仍用經(jīng)典的 SCC 理論來解釋堿性環(huán)境下發(fā)生開裂的現(xiàn)象。
隔熱管托碳鋼和低合金鋼的堿脆,一般要同時具備3個條件:
一、是較高濃度的堿液,如,在常壓沸點溫度下,低碳鋼發(fā)生堿脆時的 NaOH質(zhì)量分數(shù)須大于 5% 。
二、是較高的溫度,堿脆的溫度范圍較寬,碳鋼的堿應(yīng)力腐蝕一般發(fā)生在 50~80℃ 以上,與堿的濃度有關(guān), 60℃ 左右為產(chǎn)生堿脆的最低臨界溫度,但隔熱管托最容易引起堿脆的溫度是在溶液的沸點附近。
三、是較高的拉伸應(yīng)力。
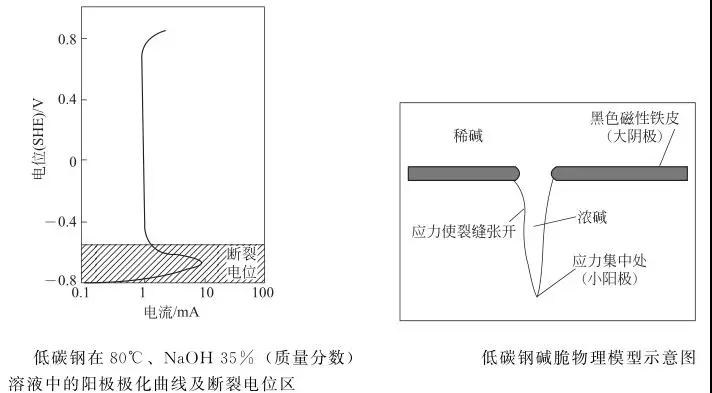
有理論認為隔熱管托低碳鋼在熱濃堿溶液中 SCC 機理屬于沿晶陽極溶解型,SCC 電位位于活化-鈍化轉(zhuǎn)變的范圍內(nèi),見下圖,堿脆的物理模型見下圖。
腐蝕反應(yīng)可能為,當局部 NaOH 質(zhì)量分數(shù)大于 10% 時,金屬的保護性氧化膜將被溶解,露出的基體金屬進一步與堿反應(yīng),反應(yīng)式為:
所形成的腐蝕產(chǎn)物為疏松、多孔的磁性氧化物,形貌為非層狀結(jié)構(gòu),其水溶液呈現(xiàn)堿性。在鍋爐、隔熱管托或熱交換器的水中只要含有 10~20mg·L-1 的 NaOH ,局部反復(fù)蒸發(fā)濃縮可以導(dǎo)致在沉積物下或縫隙中堿的濃縮,引起局部堿腐蝕;在堿腐蝕和拉應(yīng)力同時存在的條件下,可以引起堿脆。
有理論認為,腐蝕產(chǎn)生的部分H+擴散入金屬內(nèi)部,引起氫脆。所以,堿脆可以是氫致開裂型,也可以是陽極溶解型,或混合型開裂。
堿脆裂紋一般呈現(xiàn)沿晶特征,有分叉。但也可能出現(xiàn)穿晶開裂的情況,如,在質(zhì)量分數(shù)為 50% 的 NaOH 溶液中,隔熱管托奧氏體不銹鋼開裂形態(tài)與熱處理無關(guān),都是穿晶開裂。
2.影響堿脆敏感性的主要因素
堿脆容易發(fā)生在殘余應(yīng)力比較高的含堿液體濃縮部位,如焊接接頭部位。發(fā)生這種SCC 時,通常主要是沿晶間發(fā)展,并且裂縫里充填有氧化物,破裂表面已經(jīng)變脆。裂紋多平行于焊縫。碳鋼堿脆裂紋金相顯示為細小帶有氧化物的網(wǎng)狀沿晶裂紋。
有3個主要參數(shù)決定堿脆敏感性:堿液濃度、金屬溫度、拉伸應(yīng)力大小。工業(yè)經(jīng)驗表明,有些堿脆發(fā)生在幾天內(nèi),而更多的需要1年以上的暴露時間,隔熱管托增加堿液濃度和溫度可以提高開裂速度。
2.1 介質(zhì)因素
堿脆必須有高溫濃堿液的腐蝕,如當 NaOH 的質(zhì)量分數(shù)低于 5% 則不發(fā)生堿脆,這些濃堿液可以是設(shè)備的工作介質(zhì),也可以是設(shè)備在使用過程富集的,苛性堿的濃度愈高,則堿脆的敏感性愈大隔熱管托。
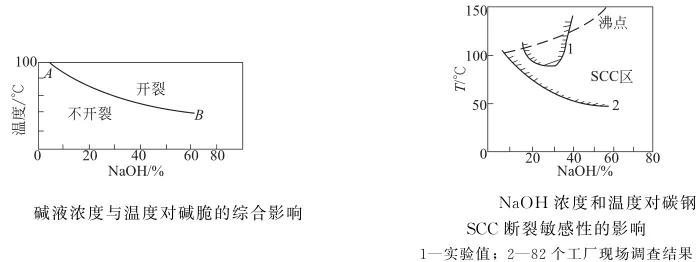
堿脆不僅與堿的濃度有關(guān),還取決于溶液的溫度,見下圖:
上圖顯示出這兩個因素的綜合效應(yīng),低于圖中的 AB 線或曲線 2 ,則不發(fā)生堿脆。堿脆斷裂時間的對數(shù)與溶液絕對溫度的倒數(shù)呈線性關(guān)系,表明這種溶解-斷裂過程是一種熱激活過程,隔熱管托溫度升高,發(fā)生堿脆破裂的時間縮短。
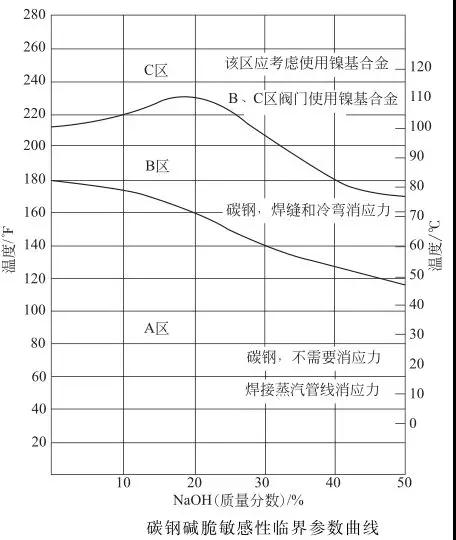
下圖為金屬堿脆敏感性臨界參數(shù)曲線,碳鋼在溫度低于 46℃ 的環(huán)境不會發(fā)生堿脆。在溫度高于 82℃ ,且 NaOH 質(zhì)量分數(shù)大于 5% 時,有很高的開裂敏感性。關(guān)于溫度的影響,需要考慮的是金屬接觸堿液的實際溫度,而不僅僅是正常的工藝溫度,有許多常溫輸送堿液管道,在安裝有蒸汽伴熱的情況下,發(fā)生過堿脆。
2.2 力學(xué)因素
隔熱管托低碳鋼的堿脆斷裂時間隨著應(yīng)力的降低而增加。在實踐中發(fā)現(xiàn)殘余塑性變形最大的熱影響區(qū)部分的金屬,即焊接過程中被加熱到500~850℃ 的那部分金屬其 SCC的傾向性最大。
在堿液生產(chǎn)和儲運使用的設(shè)備檢修中發(fā)現(xiàn),在焊接過程中加熱溫度超過550℃ 和略低于再結(jié)晶區(qū)的金屬,在堿性溶液中具有最大的開裂傾向。這些正是隔熱管托焊接殘余應(yīng)力和組織應(yīng)力最大的部位。
2.3 金屬學(xué)因素
由于低碳鋼的堿脆和硝脆是沿晶斷裂的, 所以,有理論認為這種脆斷的敏感性是由于 C 、 N 等元素在晶界偏析引起的,由此觀點出發(fā),低碳鋼堿脆的金屬學(xué)因素有:
? C 和 N 在晶界偏析,堿脆敏感性增加;
? 微量元素的作用,由于 S 、 P 、 As 等雜質(zhì)在晶界偏析,增加了堿脆敏感性;而少量La 、 Al 、 Ti 、 V 等可能是由于降低了有害雜質(zhì)在晶界區(qū)偏析,從而降低了堿脆敏感性;
? 晶粒度影響,隔熱管托晶粒增大,堿脆敏感性增加;
? 熱處理,球化處理后鋼的堿脆敏感性大于正火狀態(tài),這可能是球化碳化物的同時增加了晶界偏析的結(jié)果;
? 合金成分,奧氏體不銹鋼中鉻鎳合金元素含量對于抗 SCC 性能有很大影響,鉻鎳含量低的隔熱管托不銹鋼容易發(fā)生堿脆,高鎳合金 (如 Inconel 等合金)的抗堿脆性能要比奧氏體不銹鋼好得多。
2.4 電位
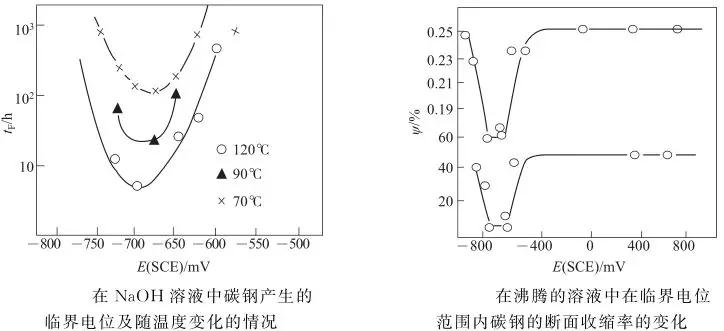
低碳鋼鋼在沸騰的質(zhì)量分數(shù)為35%~40% NaOH 溶液中堿脆的敏感電位范圍為-1150~800mV ( SCE ),在沸點 ( 120℃ )下鋼的堿脆發(fā)生在 -700mV ( SCE )左右的很窄電位范圍內(nèi),如下圖所示。
在臨界電位下,隔熱管托試樣的斷面收縮率大大下降,如下圖所示。X 射線結(jié)構(gòu)分析表明,在試樣表面形成了Fe3O4保護膜。
3.碳鋼堿脆敏感性的判斷
? 堿液濃度。確定該設(shè)備或管道中最高的堿液濃度,尤其是要考慮清楚是否存在反復(fù)濃縮的部位,當存在反復(fù)濃縮情況時,堿液濃度沒有下限。
? 溫度。隔熱管托確定該設(shè)備中最高的工藝溫度和金屬壁溫,同時還需要考慮堿液混合時因放熱導(dǎo)致的局部升溫。
? 伴熱確定該設(shè)備或管道是否有蒸汽伴熱或電伴熱,是否會導(dǎo)致伴熱部位局部蒸發(fā)濃縮。
? 蒸汽吹掃確定該設(shè)備中殘余堿液在水洗之前是否存在蒸汽沖掃時局部加熱濃縮的情況。
? 消除應(yīng)力確定該設(shè)備或管道是否在焊接或冷加工后采取了合適的消應(yīng)力處理。堿腐蝕開裂敏感性具體判斷步驟可參照
API RP581 Table7.1-DataRequiredforDe-terminationoftheDamageFactor-CausticCracking進行。
4.防止堿脆腐蝕發(fā)生的措施
根據(jù)堿脆發(fā)生的微觀機理及其規(guī)律,可以從以下幾個方面采取控制措施。
4.1 隔熱管托選材
在環(huán)境溫度下,可以設(shè)計選用碳鋼設(shè)備裝載苛性堿,從強度、塑性和堿脆敏感性 3 方面綜合考慮,在最高溫度 46℃ 的苛性堿溶液的環(huán)境中,也能夠選用碳鋼, C 質(zhì)量分數(shù)約為 0.20% 的鎮(zhèn)靜鋼 ( 20g )是最合適的碳鋼。
但是,當苛性堿溫度超過 46℃ 時,碳鋼焊縫必須進行焊后熱處理,避免焊縫發(fā)生堿脆。在碳鋼中加入 Ti 等合金元素并進行相應(yīng)的熱處理,也可有效地抑制堿脆的產(chǎn)生。
如,含質(zhì)量分數(shù) 0.73% 的 Ti ( C 質(zhì)量分數(shù) 0.105% )鋼試樣,經(jīng) 650~750℃ 的保溫,然后爐冷,使到達斷裂時間從 150h 延長到 1000h 。按HG / T20581的7.8 使用介質(zhì)的限制,碳鋼和低合金鋼在NaOH 溶液中的使用溫度上限見下表。
4.2 降低殘余應(yīng)力
隔熱管托盡量降低制造和裝配時產(chǎn)生殘余內(nèi)應(yīng)力的因素,如錯邊、角變形等,并防止生成空隙。從這個角度考慮,焊接結(jié)構(gòu)優(yōu)于鉚接結(jié)構(gòu)。即使是鉚接結(jié)構(gòu),也可以采取一些措施減少局部的不均衡內(nèi)應(yīng)力,如鉚接孔的均勻排列,避免過大的鉚接壓力等。
隔熱管托殘余應(yīng)力是造成堿脆的主要因素,宜采取低線能量、焊前預(yù)熱、適當?shù)暮附禹樞颉⒎较蚝瓦M行層間錘擊等焊接工藝措施,降低焊接接頭的焊接殘余應(yīng)力。冷成型部件和焊接結(jié)構(gòu)制造后熱處理消除應(yīng)力是一種防止堿脆的有效措施。
常用程序是把工件加熱到預(yù)先確定的溫度,并保持足夠長的時間,使隔熱管托殘余應(yīng)力減少到可以接受的程度。這項操作與時間及溫度有關(guān),正常情況下,要以較慢的速度冷卻,以免產(chǎn)生新的應(yīng)力。
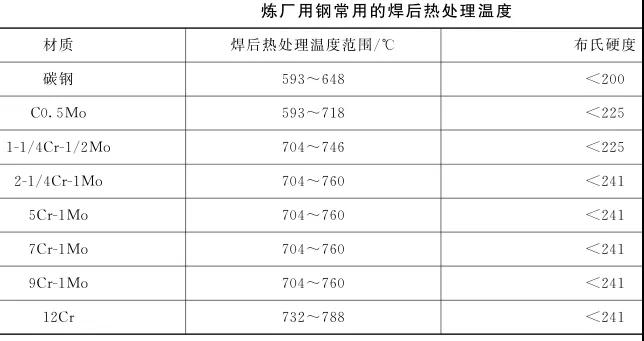
碳鋼和低合金鋼焊后去應(yīng)力退火溫度不低于 620℃ ,并按照 1h / 25mm (厚度)計算保溫時間。下表是煉廠用鋼常用的焊后熱處理溫度范圍,硬度值可以作為熱處理效果的判據(jù)。
合理布置焊縫,盡可能減少焊縫數(shù)量和長度。隔熱管托選擇合適的焊接接頭形式,合理選擇裝配程序,采用預(yù)留收縮余量法、反變形法、剛性固定法等預(yù)防焊接變形;先焊短焊縫,再焊長焊縫等措施減少焊接接頭的殘余應(yīng)力和組裝應(yīng)力。
4.3 加入緩蝕劑
常用的有Na3PO4、NaNO3、NaNO2、Na2SO4等,使用量根據(jù)實驗結(jié)果確定,如,阻止堿脆 NaNO3/NaOH比值只要大于0.4, Na2SO4/NaOH需要大于5。NaNO2對阻止堿脆非常有效。
4.4 降低使用溫度
盡可能降低隔熱管托作業(yè)溫度,如間歇使用盤管加熱,應(yīng)保持溫度 ≤46℃ 。
4.5 防止?jié)饪s
在設(shè)計時,采取措施減少或防止堿液局部濃度升高或反復(fù)蒸發(fā)濃縮是防止隔熱管托堿脆的有效措施。
滄州五森管道設(shè)備有限公司 隔熱管托