磁粉檢測的起源
關于磁粉檢測技術的起源有很多的說法����。
其中一個說法是在1868年����,S.H.Saxby偶然拿著一個磁羅盤經過一根磁化槍管的周圍發現了槍管上存在的裂縫�����,不過歷史并沒告訴人們這根有裂縫的槍管最后是被修復了還是直接被丟棄了����。
大多數記錄中將磁性的潛在應用最早作為一項無損檢測技術的還是1919年4月����,W.E. Hoke為自己研發的一個精密量塊申請了一項國家專利。
人們普遍認為當量塊表面被精密磨削時��,小金屬屑會在由于磨削過程而產生的微小裂縫處聚集���。
但是���,關于磁粉檢測技術的起源��,大多數人公認的則是該技術真正起源于美國,是在F.B.Doane,Carl Betz和Taber de Forest三人的共同努力下發展起來的��。
磁粉檢測技術的早期應用主要包括檢測一些鐵路零部件�、金屬鑄件及一些鐵磁材料等。
磁粉檢測的工作原理
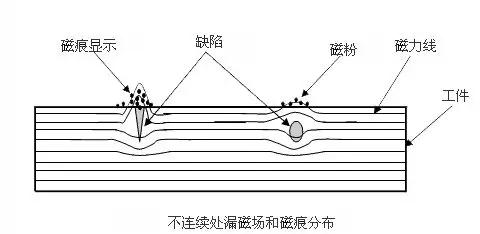
談到磁粉檢測技術的原理,簡單來說就是:利用合適的磁化力對待檢測制件進行磁化,然后在制件表面待檢測區域施加鐵磁粉(干粉或者懸浮液形式)�����。
磁化后這些材料不連續處的磁場將發生崎變����,形成部分磁通泄漏處工件表面產生了漏磁場,從而吸引磁粉形成一種跡象指示--磁粉堆積(磁痕)�,在適當的光照條件下��,顯現出缺陷位置和形狀,然后根據材料驗收標準對這些缺陷的尺寸����、形狀及其分布等因素進行分析對比�����。
磁粉檢測方法尤其適用于檢測材料的線狀缺陷,例如裂縫�����、非金屬夾雜物�����、未焊透部分以及一些其他可能會導致磁漏現象的缺陷。
該方法主要用來檢測鐵磁性材料表面或者近表面上的不連續處����。
由于磁場發出的磁通線是定向的����,因此必須考慮到這些磁通線與不連續處的方向問題����。
一般來說,最大響應通常發生在不連續處與磁通線方向呈90度時�。
盡管這些對于讀者來說都是一些基本知識�����,但這些基本知識以及一些基本操作都需要經常重復,因為很多人采用這種相對簡單的無損檢測方法時仍然會犯一些錯誤。
(圖片僅為配圖)
磁粉檢測的設備器材
磁粉檢測技術中所用到的設備器材大致可以分為三類:
便攜設備:永磁體���、交流磁軛、直流觸頭�;
固定設備:臥式濕法體系����;
配件:去磁器盒、線圈、磁粉����、曝光表等��。
磁粉檢測的基本程序
實現有效檢測的必要前提是需要先了解以下內容:
1.檢測要求——規范、說明以及合同要求;
2.檢查待檢測的材料���,包括材料的種類、形狀、尺寸及數量等�����;
3.事先了解可用的儀器設備和配件�����;
4.操作人員的從業資格。
第二步����,應嚴格遵循程序進行檢測���;這應當是一種完整的����、獨立的��、按部就班的���、包括所有要求的程序����,利用該程序有助于得到有意義的���、可靠的�,并且前后一致的測試結果。
為了得到有意義的數據結果�����,對材料的磁粉檢測應包括以下幾個步驟:
1.對材料表面情況進行評估
雖然這一步并不像在滲透試驗中那樣重要��,但是實踐發現,了解表面粗糙處也是非常重要的�����,因為這些部位有可能會引起檢測時的混淆而被視為表面不連續處����。因此,最好是在檢測之前解決材料的表面問題���。
2.采用適當的清潔方法對材料的表面進行清潔,去除表面上所有會干擾磁粉分布的表面雜質����。
3.利用有關技術對待檢測樣品進行磁化處理����。
4.評估磁化處理效果���。
5.在最初的測試中���,利用磁通線以大約90度方向對樣品進行檢測����。
需要注意的是:在某些情況下,如果殘余磁場高于使用磁場時,有必要在90度方向檢測前對樣品進行消磁處理����。
6.評估檢測結果����。
7.按要求完成檢測報告。
8.對樣品進行徹底清洗�,如果有必要,在樣品表面涂上一層防銹涂料。
磁粉檢測的關鍵技術
當將磁粉檢測技術用于某些特定領域時����,需要綜合考慮到很多關鍵技術的選擇��。
1.連續法VS剩磁法
連續法(在施加磁粉的時候電流流動)會在檢測樣品的表面產生最強的磁性,因此在表面不連續處會產生最大的磁漏�,有助于產生更明顯的磁痕����。
剩磁法的適用范圍就有所局限����,僅僅適用于檢測那些具有高保磁性的材料。
2.濕法VS干法
一般來說�����,濕法(以懸浮液為分散媒介�����,磁懸液)主要適用于固定式設備����,例如臥式濕法體系�,并且首選用來檢測光滑的表面。這些磁粉也可以裝在密封罐中,供便攜式設備使用����。
干法磁粉主要用于交流磁軛法��、直流觸頭法。
3.可見磁粉VS熒光磁粉
到目前為止,檢測最敏感的為熒光磁粉�����。雖然一直以來�,使用帶有顏色的干粉可以使之與檢測表面形成鮮明的對比���,但是當利用熒光性磁粉����,在黑光燈照射下觀察檢測表面時會發現背景一般為黑色或暗紫色,熒光磁粉的強烈光芒與黑色或暗紫色背景的鮮明對照使得磁痕更為明顯�����,觀察也更為輕松�。
4.交流VS直流
人們普遍認為利用直流電對樣品進行磁化能夠檢測樣品次表面上的不連續性。雖然這是真的�,但這只是一般性的理解��,磁粉檢測技術應當被視作為一種在適宜的條件下能夠檢測出材料表面及較淺次表面不連續性的無損檢測技術。至于次表面多深處的不連續性能夠被可靠有效的檢測出來則取決于很多因素�����,主要有不連續處的取向�����、大小����、形狀����、垂直距離以及待檢測材料的磁性等。而且����,使用直流電��,在檢測樣品與沒有妥善維護的磁化設備良好接觸的地方就一直存有電弧燒傷的可能性。
常見誤區與濫用
雖然磁粉檢測技術一直被視為一種相對簡單的無損檢測技術���,但是仍然存在很多錯誤的程序操作及快捷操作,從而導致檢測結果不可靠��,主要包括以下幾個方面:
1.連續法:這種方法要求對測試材料施加電流(磁化力)的同時在材料表面鋪上磁粉���;某些情況下��,當施加電流結束后再鋪上磁粉會導致剩余磁場更弱�����,尤其當材料具有較低的保磁性時,這個問題就越發突出��。
2.兩個方向:如上所述��,必須要在至少兩個相反的90度方向上施加磁場�����,以確保準確檢測出材料的不連續性。之前有僅在一個方向上施加磁場的案例�����,這樣并不能保證材料表面的所有不連續處都能夠被檢測出來����。
3.改善背景:為提高磁痕與測試表面的鮮明對比,一個有效的方法就是在施加磁粉之前在材料表面涂上一種快速干燥的白色背景漆����。雖然這樣能夠提高磁痕的可見度,但有人認為這是浪費時間的附加步驟�����,但總的看來����,這點額外的時間以及輕微的白色漆成本對于能夠取得的效果而言都是值得的。
4.術語:在磁粉檢測技術�,甚至可以說是在無損檢測技術中����,最讓人困惑的一點就是一些類似“缺陷”等術語的不恰當使用�����。
“indication(跡象)”普遍接受的定義為:利用無損檢測技術而得出的一種響應或者是響應的證據����,仍需要進一步的評估以確定這種響應的完整意義�����。
“不連續”通常被定義為缺點����、不完美以及其它的不屬于材料的正常結構等�����。
正確使用這些術語是非常重要的���。
幾種常見的參考標準:
ASTM E709:磁粉檢測的標準指南;
ASTM E1444:磁粉檢測的標準慣例;
A275-15:鋼鍛件磁粉檢測的標準慣例;
ASTM A966/A966M-15:磁粉檢測的標準慣例�����。
磁粉檢測技術的優勢
1.對于材料表面及近表面上的不連續性檢測結果非常可靠,靈敏度高;
2.檢測設備易于攜帶且能夠實行自動化�;
3.跡象顯示(磁痕)直接體現在檢測材料表面上���;
4.能夠通過在材料表面涂上涂層(如油漆)的方法進行更加明顯的觀察��;
5.相比于滲透測試,不需要過多的表面處理工作;
6.與其他無損檢測技術相比,所使用的設備器材相對便宜��;
7.相對其他無損檢測技術�����,更加易于操作使用����,且需要的培訓量最少���。
磁粉檢測技術的局限性
1.需要在至少兩個相反方向上檢測���;
2.某些金屬�����,如鋁�����、鎂��,以及大多數的不銹鋼不能利用該方法進行檢測����;
3.只能用來檢測材料表面和近表面缺陷�,不能檢測埋藏較深的缺陷;
4.可能需要退磁步驟�����;
5.根據測試樣品的尺寸�、數量、結構等因素�����,可能會花費一定時間���;
6.通常采用目視法檢查缺陷��,磁痕的判斷和解釋需要有技術經驗等���。
總結
總之�,磁粉檢測是一種非常有效的無損檢測技術�����,主要用于檢測材料的表面及近表面上的不連續處�����。
檢測快速,成本較低����,靈敏度高,結果可靠�����,廣泛用于各種新建筑及服役建筑等材料結構的檢測方面����。
滄州五森管道設備有限公司 管路補償接頭